CAPABILITY
From inspiration to implementation
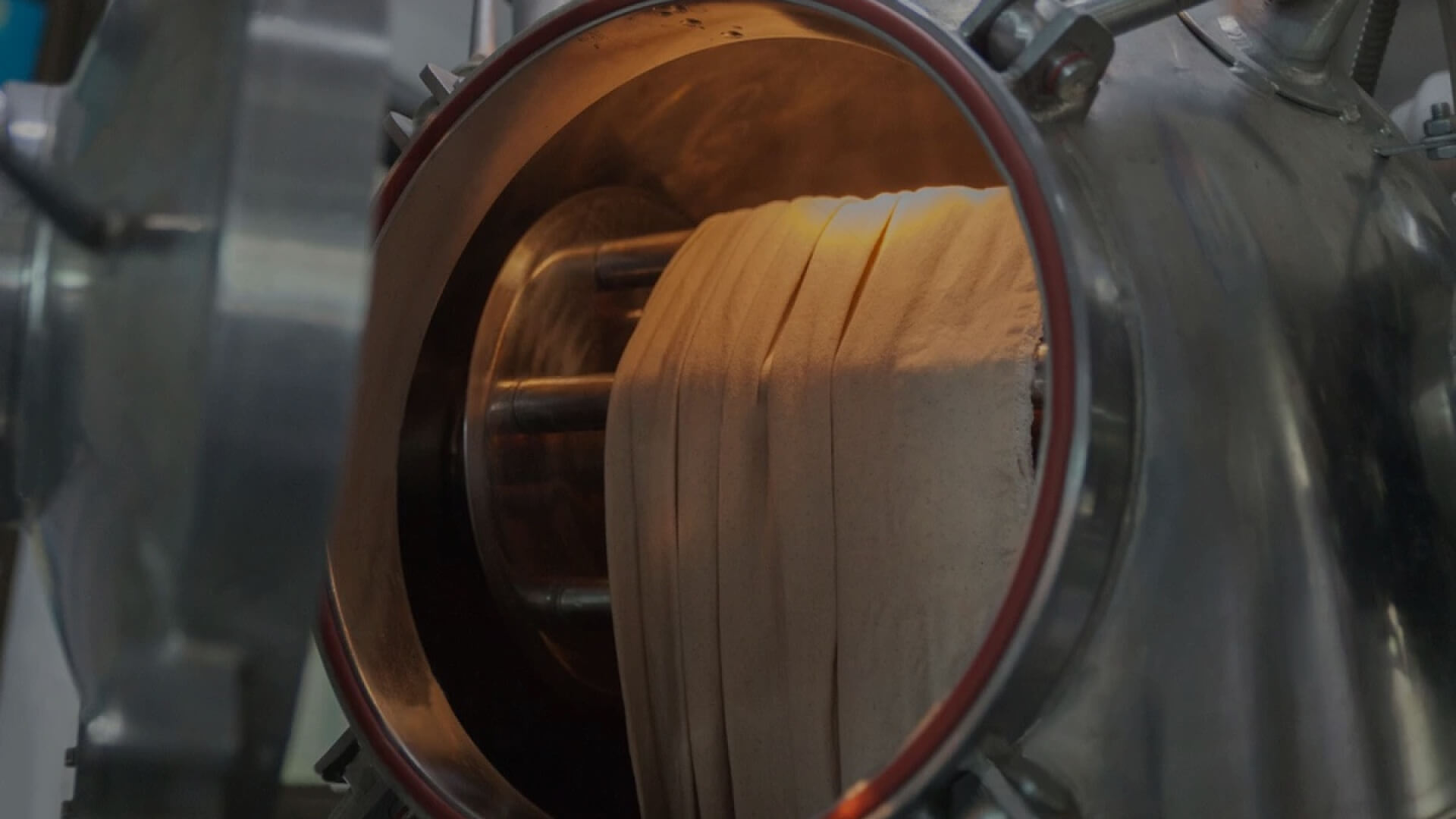
Manufacturing
We maintain comprehensive control over every stage of production, from research and development to distribution, ensuring the highest standards. Certified by ISO 9001, ISO 14001, OEKO-TEX, and Control Union, our quality assurance teams conduct thorough inspections at multiple stages of the production cycle. Transforming fibers into distinctive fabrics through expert design, weaving, dyeing, and finishing. Each stage of our process is precisely executed to ensure quality and performance, utilizing advanced finishing and processing technologies such as coating, softening, PFC-free, non-iron, fleece, lamination, peaching/brushing, printing, and relaxed and air treatments. Creating products with a broad spectrum of textures and functionalities.
Research & Development
Our research and development division serves as the cornerstone of innovation, advancing concepts into market-ready solutions. By investing in cutting-edge technologies and methodologies, new materials are explored and performance is optimized. Expert teams rigorously test and refine each development, ensuring that every product meets the highest standards of quality and functionality. Continuous efforts push the boundaries of textile science and design, delivering groundbreaking solutions that set new industry benchmarks.
Product Design
By integrating market trends, creativity, technical expertise, and experience, we refine our products to deliver innovative solutions that merge functionality with distinction, addressing the evolving needs and preferences of modern consumers. From initial concept to design brief, we turn creative ideas into practical and visually captivating collections. This process blends inventive design with technical expertise, ensuring each product excels in both form and function.
Sustainble Management
Textile production requires careful management to minimize environmental impact. Sustainable practices focus on reducing wastewater and incorporating eco-friendly dyes and materials. Additionally, energy consumption is optimized and production loss is minimized to limit waste. The aim is to produce high-quality textiles while preserving natural resources and minimizing ecological footprints.
Detect Technology
In-house laboratory tests are conducted with careful attention to detail, covering essential factors such as abrasion resistance, rain performance, pilling, dimensional stability, colorfastness, and DP rating, among others. These tests also evaluate material strength and durability, ensuring that products meet stringent quality standards. Additionally, lab dip production is precisely managed to ensure accurate color matching and consistency. This thorough approach guarantees that every textile product performs reliably and adheres to high standards of quality.
Quality Assurance
Quality assurance is essential for maintaining the highest standards throughout the manufacturing and design processes. With implemented testing protocols, thorough examination and ongoing assessments, we ensure that products consistently meet customer expectations and comply with industry regulations, fostering trust and satisfaction in every piece produced.